Cura mit CTC-Bizer nutzen
|
← Anleitung erstellt von Gregor Rebel 2019. Der CTC-Bizer ist ein Nachbau des Makerbot Replicator 1. Dementsprechend wird für die Druckvorbereitung häufig die Software ReplicatorG genutzt. Diese Software wird jedoch schon länger nicht mehr aktualisiert. Gerade im Hinblick auf den integrierten Slicer skainforge gibt es inzwischen deutlich bessere Alternativen. Eine Alternative ist die Verwendung von Cura. Cura wurde im wesentlichen für die Drucker der Ultimaker Reihe entwickelt. Cura bietet in seinen Einstellungen zwar auch andere Druckertypen wie z.B. den Makerbot Replicator an. Jedoch fehlen der Start- und End-GCODE sowie einige Feinjustierungen. Im folgenden zeige ich, wie Cura konfiguriert werden muss um GCODE für den Makerbot Replicator 1 Dual Extruder bzw. für den deutlich günstigeren CTC-Bizer zu erzeugen. Dazu verwende ich folgende Start- und End-GCODEs:
Die weiteren Schritte:
|
|
|
|
|
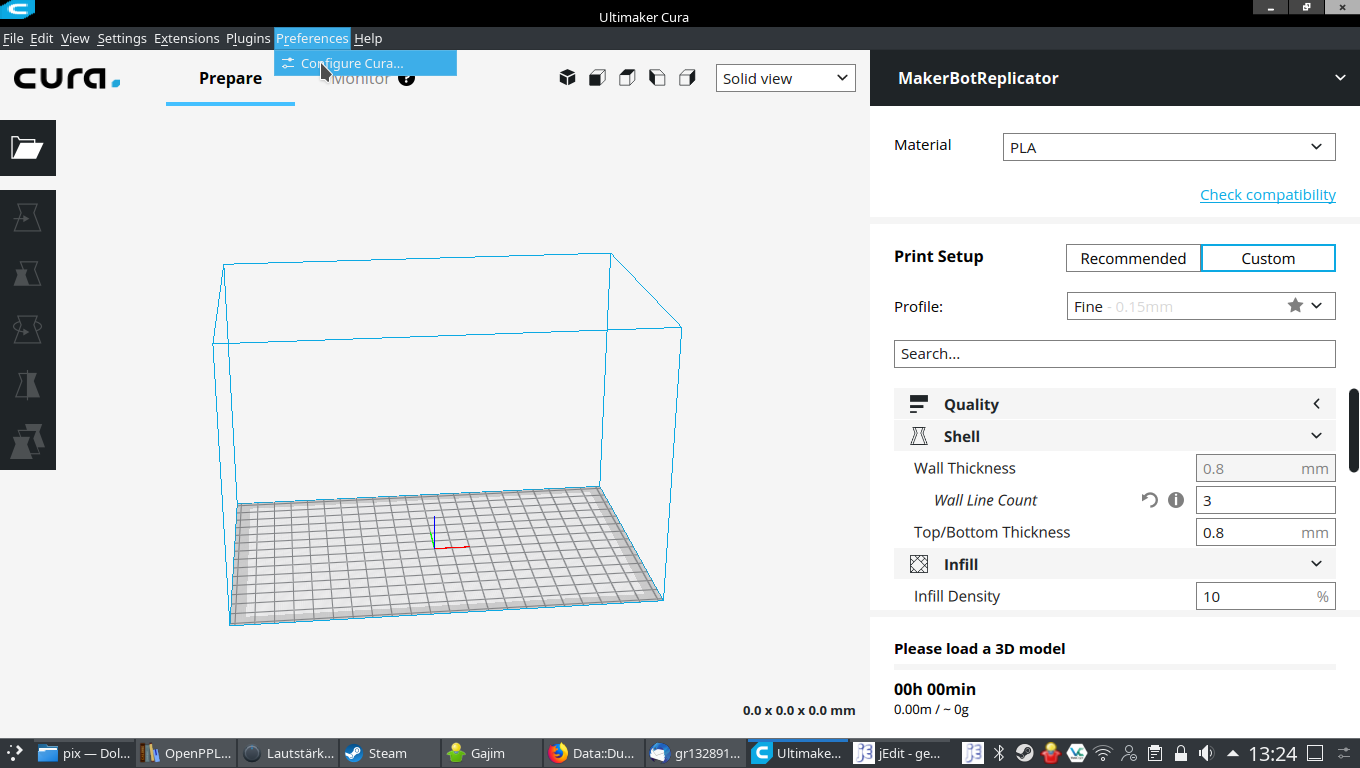
[png, 153kB] #001: In Cura das Konfigurationsmenu oeffnen |
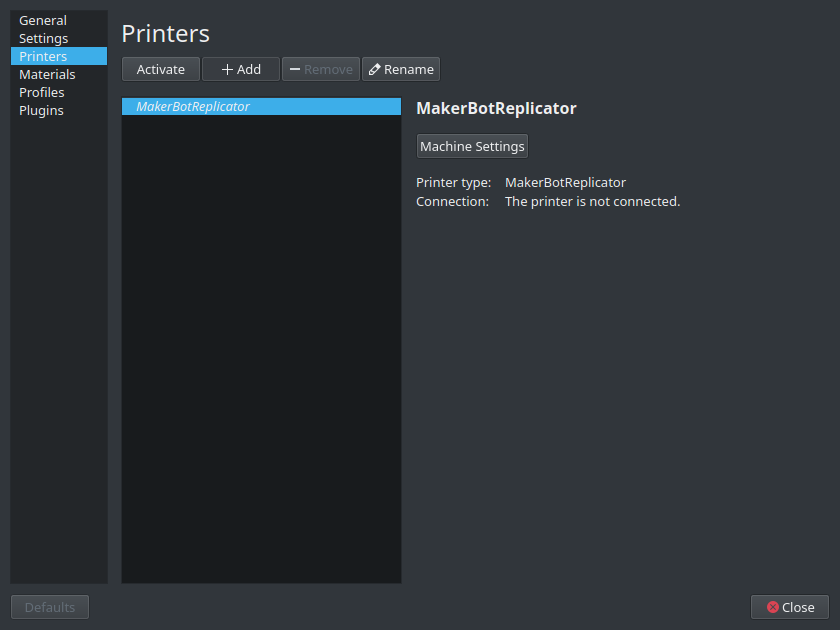
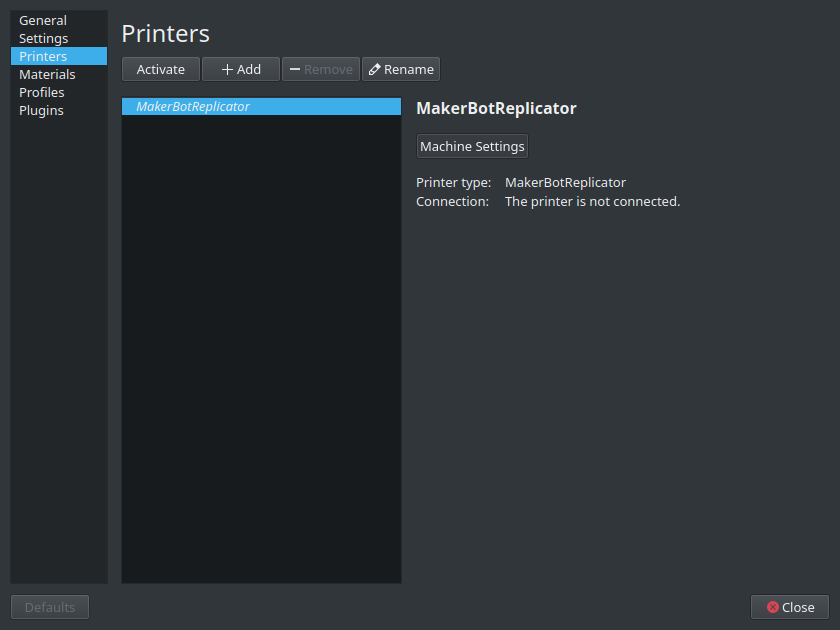
[png, 31kB] #002: Wechsel zur Liste konfigurierter Drucker |
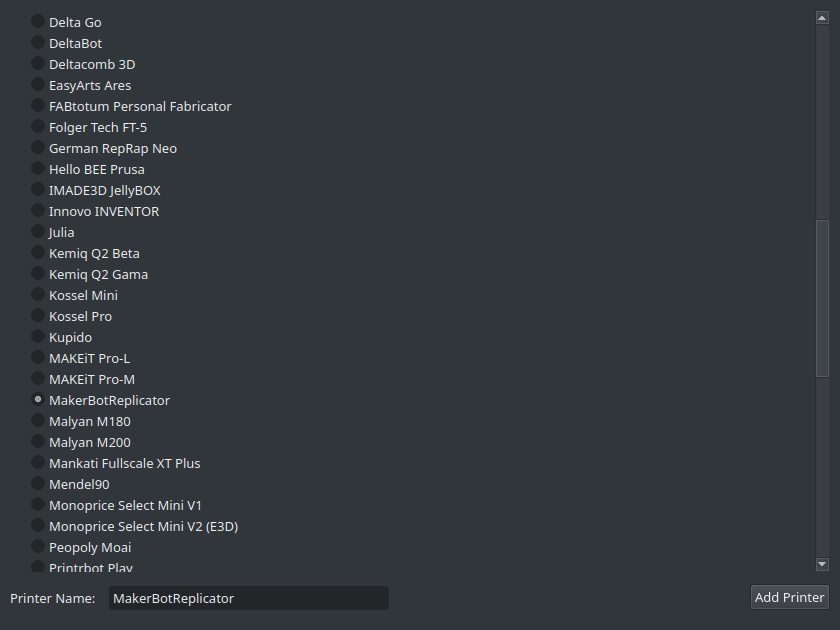
[png, 58kB] #003: Auswahl des MakerBotReplicator |
|
|
|
|
[png, 30kB] #004: Klick auf Machine Settings |
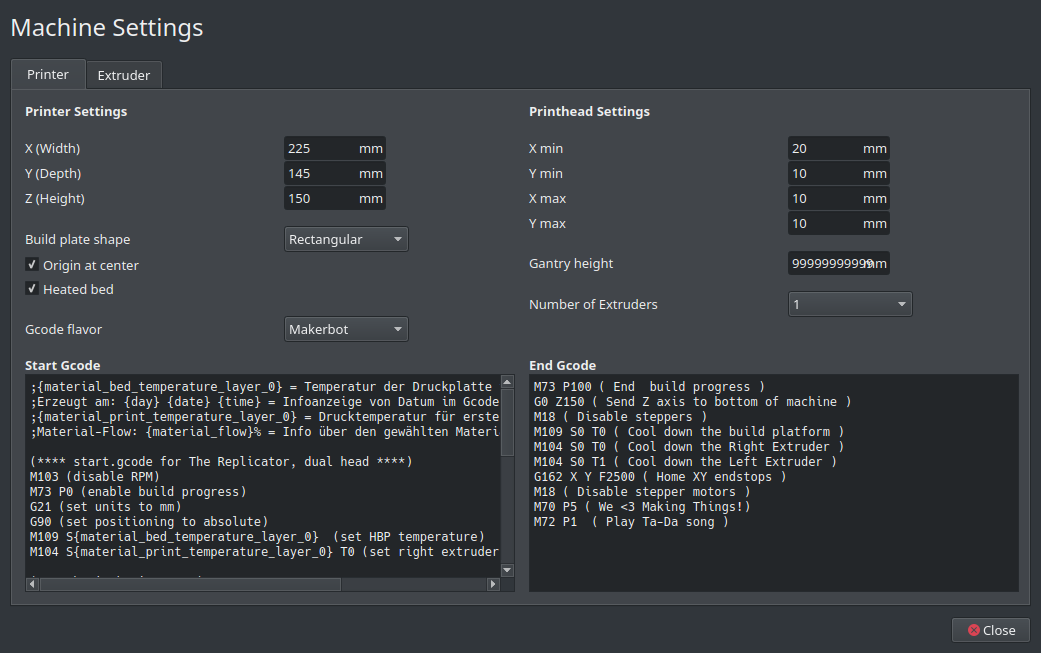
[png, 116kB] #005: Evtl muessen die Werte angepasst werden. In die grossen Textfelder werden der oben angebenene Start- und End GCODE reinkopiert |
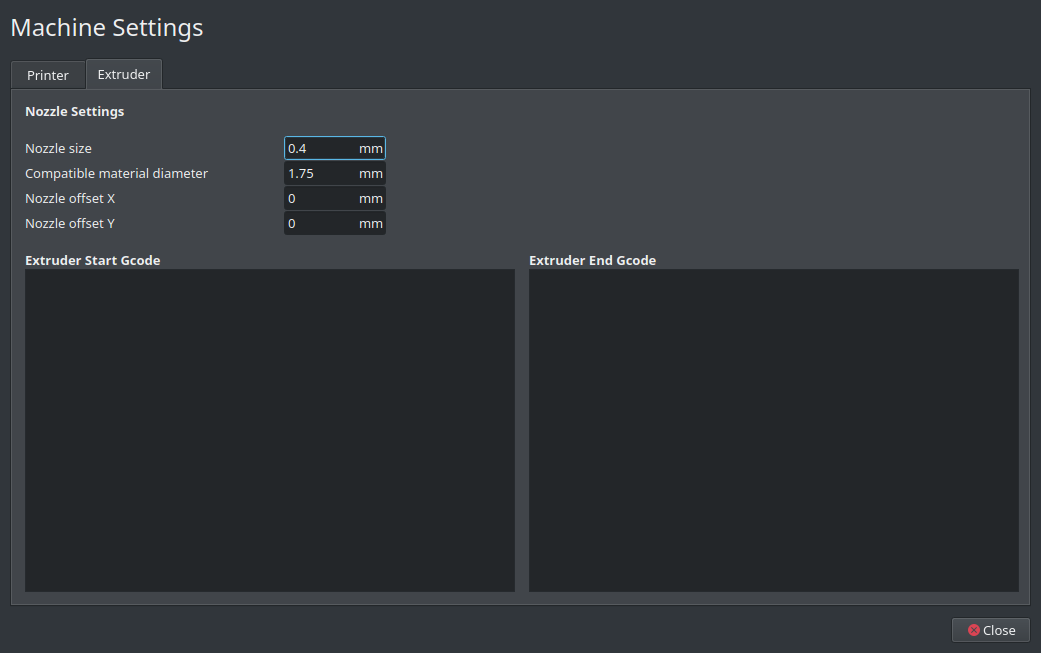
[png, 26kB] #006: Der aktuelle Duesendurchmesser und Filamentdurchmesser sollten auch passen |
|
|
|
|
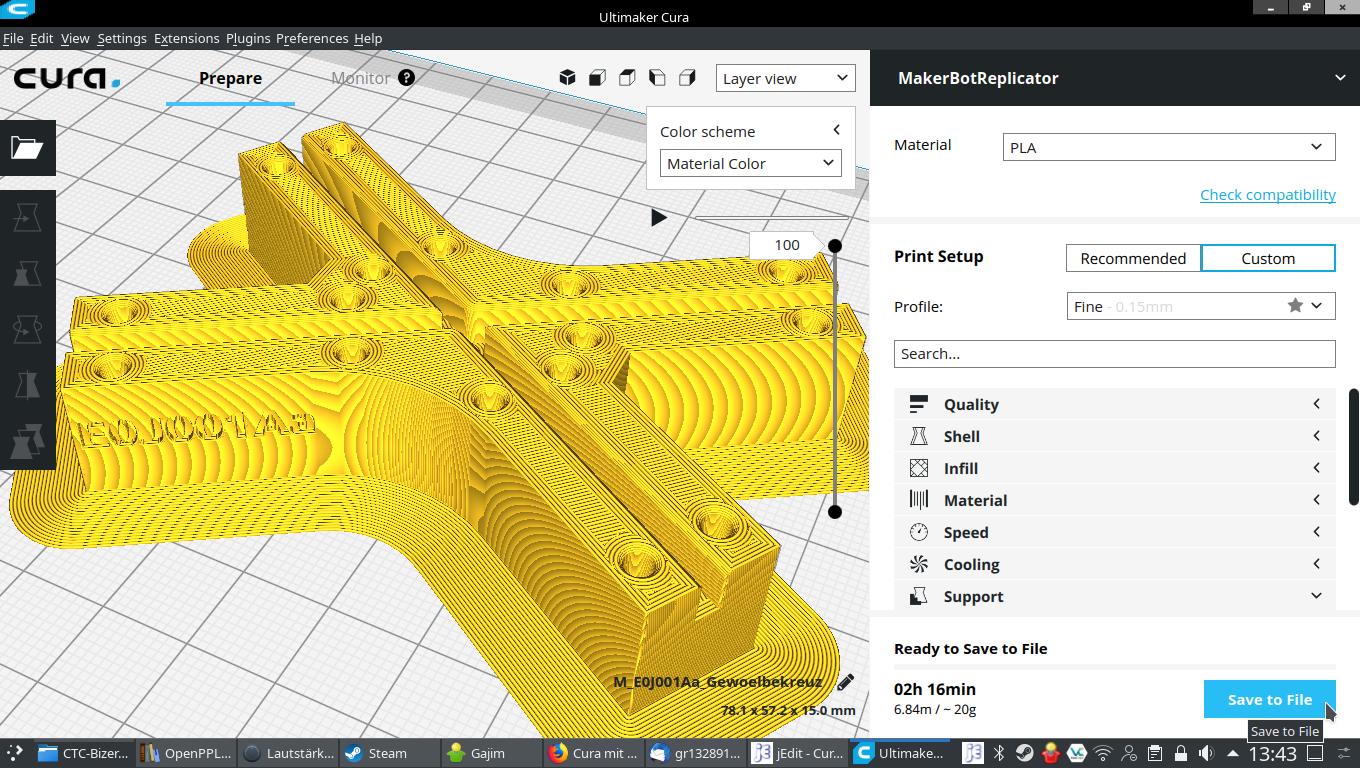
[png, 845kB] #007: Das Slicen kann nun Cura uebernehmen |
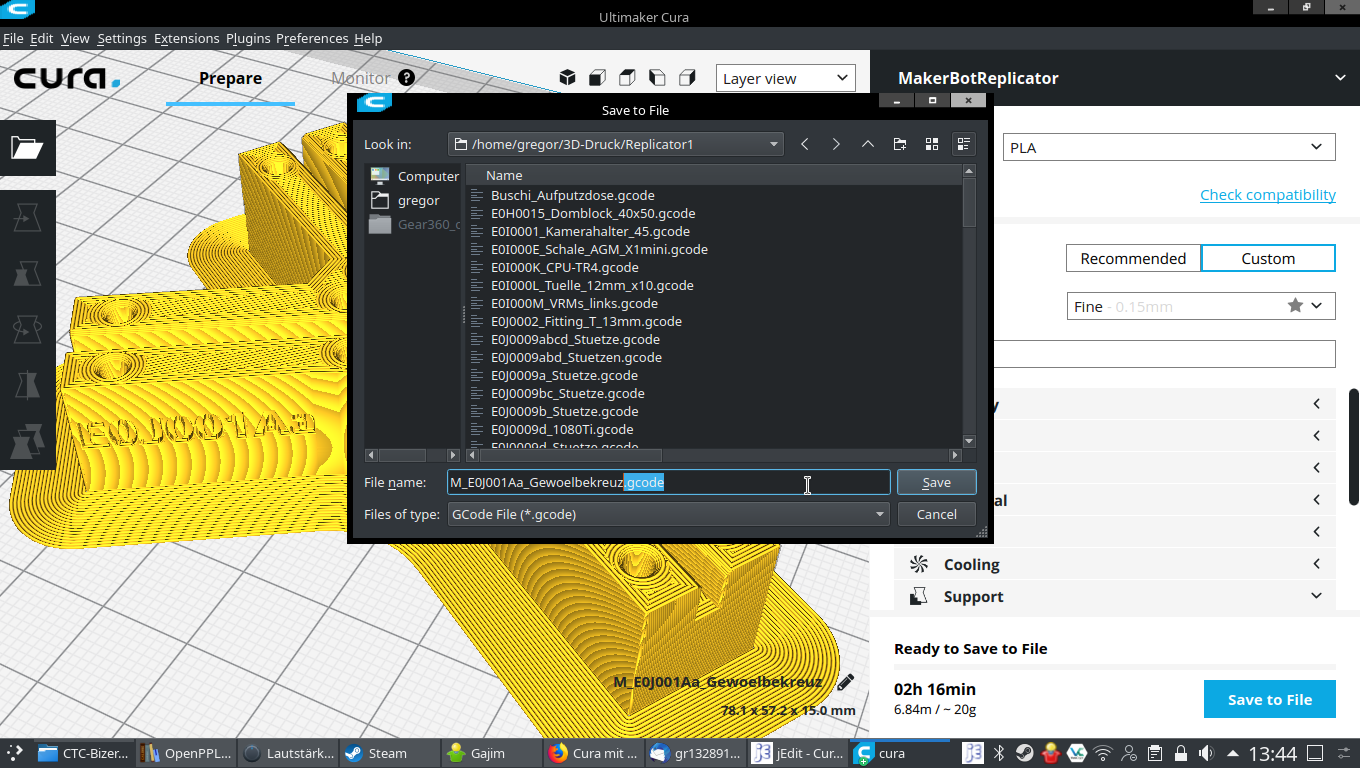
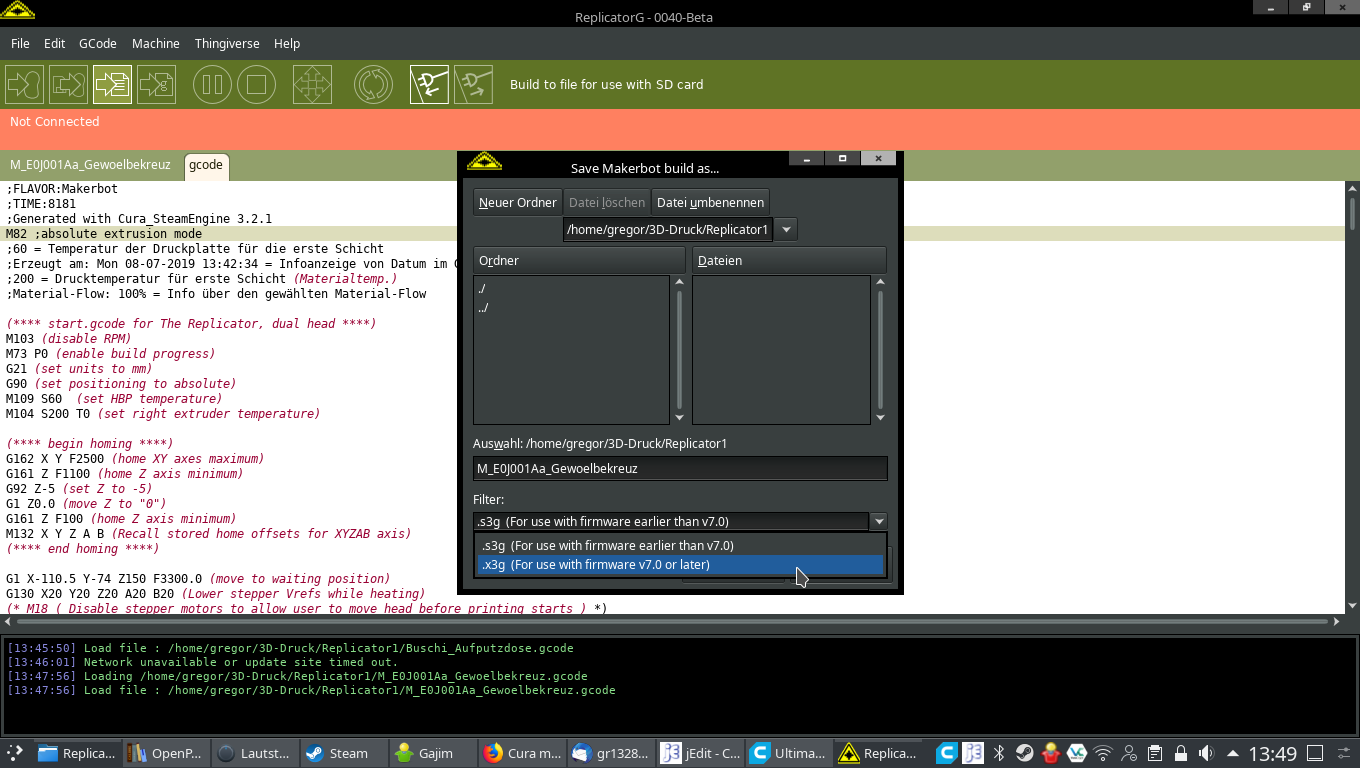
[png, 590kB] #008: Beim exportieren muss das GCODE-Format gewaehlt und die Dateiendung .gcode angehaengt werden |
[png, 135kB] #009: Die GCODE-Datei muss noch in das X3G-Format gewandelt werden |
|
|
|
|
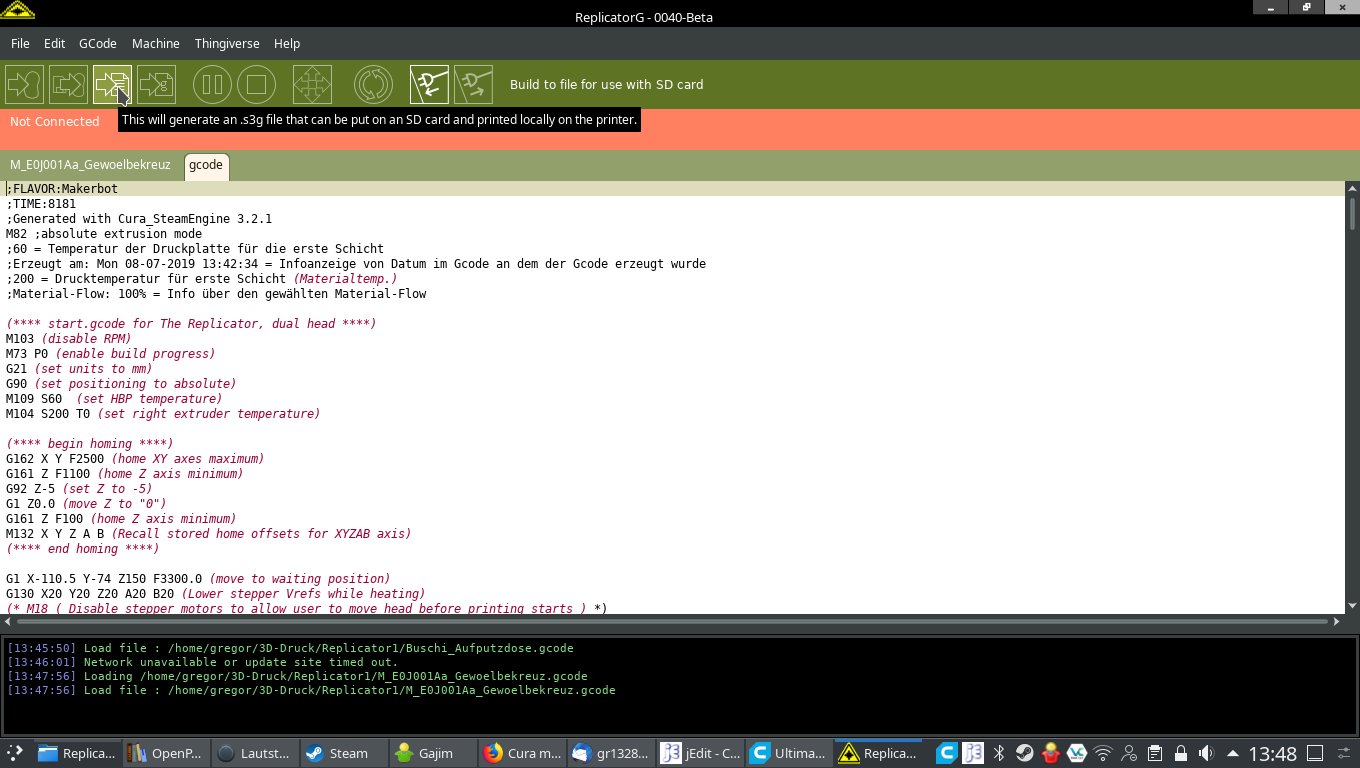
[png, 159kB] #010: Der ReplicatorG muss vom alten S3G auf das neuere X3G-Format umgestellt werden |
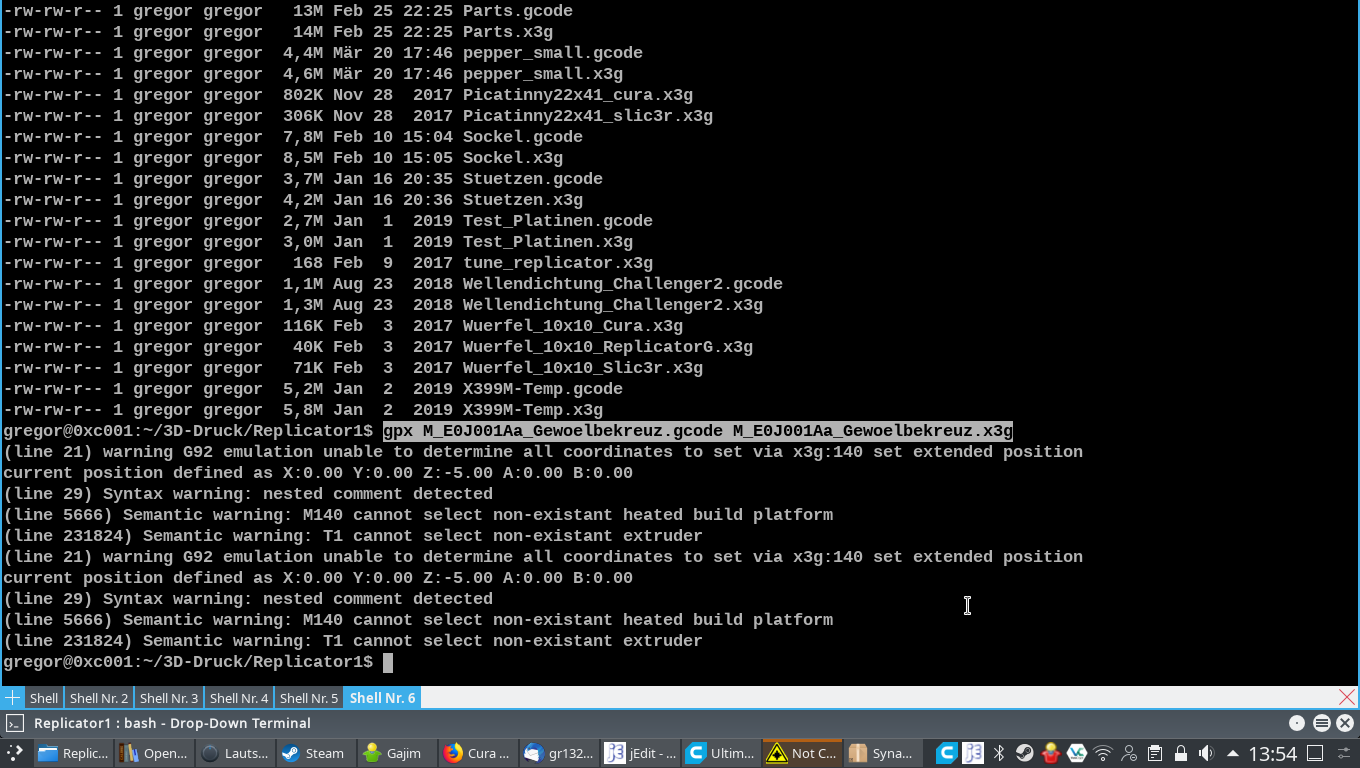
[png, 195kB] #011: Die Wandlung zum X3G-Format kann auch per Kommandozeilentool gpx erfolgen |